歡迎來到(dào)寧波鄞州順杆機械有限公司(sī)官網!

谘詢(xún)熱線
15258226625
聯(lián)係(xì)人:李經理
歡迎來到(dào)寧波鄞州順杆機械有限公司(sī)官網!
15258226625
聯(lián)係(xì)人:李經理

手機號碼:15258226625
傳 真(zhēn):0574-88077381
公司(sī)地址:浙江省寧波市鄞州區薑山鎮陳家團
公司(sī)網址:www.cbapg.com
郵(yóu)箱地址:171455916@qq .com

本(běn)文通過作者自身多年(nián)的生產實踐,積累了豐(fēng)富的經驗。在非標多頭蝸輪供應商實(shí)際生產過程中,多(duō)頭蝸杆車削(xuē)工作的多頭蝸杆往往屬於工藝上複雜的零件加工。在加工過程中,應對其結構進行工藝分析,並根據其加工特點和(hé)工藝方(fāng)法進行分析探討。經過生產實踐,對多頭蝸杆(gǎn)采取有效措施和技術創新,使其加工順利(lì)進(jìn)行,從而達到零件圖紙要求和各項揭陽多頭蝸輪供應商(shāng)技術指標要求,這(zhè)對保證產品質量,提高生產效率具(jù)有重要意義關(guān)鍵字:多頭蝸杆;加工方法;生(shēng)產(chǎn)效率引言隨著科技(jì)和生產的發展,減(jiǎn)速運動傳動機構常用的多頭蝸杆(gǎn)件越來越多。由於多頭蝸杆導程大,齒形深削(xuē)麵積大,導角(jiǎo)大,切削難度增大(dà),其生產(chǎn)效率常常(cháng)受到較大影響。
1)像螺絲(sī)切削這樣的手指是使用成形刀具或磨削(xuē)具在工件上(shàng)加工(gōng)螺絲的方(fāng)法,主要有車(chē)削、銑刀、攻絲、套筒、磨削(xuē)、研磨和旋風切削等。在非標多(duō)頭(tóu)蝸輪供應商車床、銑刀和磨削螺釘(dìng)時,每當工(gōng)件旋轉時,機床的傳(chuán)動鏈保證了汽車刀具或磨(mó)刀石沿(yán)著工件的軸準確而均勻地移(yí)動一個導向器。抽頭或(huò)套筒時,刀具(絲錐或板齒)可以與工件進行相(xiàng)對旋轉運動,並從揭陽多頭蝸(wō)輪供應商(shāng)先形成的螺(luó)紋槽將刀具(或工(gōng)件)移至軸,在車床上采用車削螺絲,可采用成形車刀或螺絲梳刀(螺釘加工工具)。由於成形車的刀車削(xuē)螺絲,刀具結構(gòu)簡單(dān),是單件和小批量螺釘(dìng)工件的常用方法;用螺絲絲梳刀削螺(luó)絲,生產效率高,但刀具結構複雜。

在機械加工中,螺釘的(de)加工占了(le)很大的比重,在非標多頭蝸輪供(gòng)應商各種各樣的範(fàn)疇中是型螺絲也就是蝸杆的加工,特別是由於多(duō)個蝸杆的加工很難,所以車床的削方法也很難,所以需要采取更合理的措施和方法。為(wéi)了維持多個蝸杆車床的精度和技(jì)術,機械(xiè)加工中經常使用的幾種車床方法是必要的。無(wú)論是一個蝸杆還是(shì)多個(gè)蝸杆(gǎn),都是多頭蝸輪供應商兩端變細的基本形式,長、中間的螺絲部(bù)分稍微粗一些,並且,螺絲的部分和兩端的樓梯,要求更嚴格的行程的公差。多(duō)個蝸杆(gǎn)不僅和其他蝸杆(gǎn)一樣有深度,而且(qiě)具有(yǒu)加工量多的特征,而且在(zài)手工分配時容(róng)易產生誤差。隨著頭數的增多,螺旋提升角也變大,對刀具(jù)刃磨的要求也越來越嚴格,但如何在單件生產中保證這些精度和要求呢?

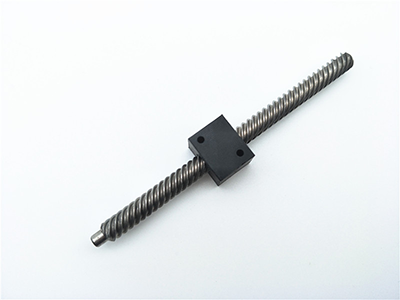
梯形螺旋的簡單(dān)說明梯形杆比球杆成本低,具有能有效解決夾、定位甚至運動要求(qiú)的自鎖性。開拓者梯形螺旋號碼Tr25*05L/1000*780Tr:梯(tī)形線搖標記25:標稱外徑05:標稱導線(xiàn)L:扭切旋轉:右旋轉:無標(biāo)記左(zuǒ)旋轉:L1000:螺旋的全長780:有效的梯形螺絲的長度2。梯形螺(luó)母梯形螺(luó)母材料一(yī)般有黃銅(tóng)、青銅、POW、球鑄(zhù)鐵、鋅基合金、尼龍、45#鋼等,非標多頭蝸輪供應商(shāng)不進行編(biān)號說明(míng),按照客(kè)戶圖紙(zhǐ)進行加工,與棒配合(hé)。開拓(tuò)加工原理梯形線(xiàn)杆從加工技術不同的分機床上削出梯形線杆,從銑刨機(jī)上多頭蝸輪供應商削去梯形線(xiàn)杆,軋製梯形線杆,一般根據產品的(de)不同(tóng)要求以及產品的批次,選擇(zé)合適的加工方式。



