
手機號碼:15258226625
傳 真(zhēn):0574-88077381
公(gōng)司地址:浙江省(shěng)寧波市鄞州區薑山鎮陳家團
公司(sī)網址:www.cbapg.com
郵箱地址:171455916@qq .com

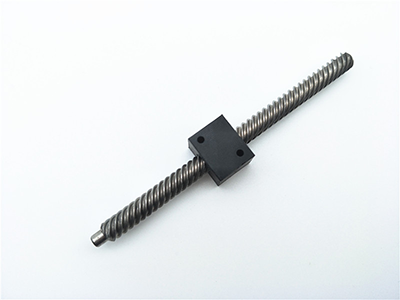
所謂的阿基米德蝸杆(ZA蝸杆),蕪湖空心絲杆廠家在垂直於蝸杆軸線的平麵(即端麵)上為(wéi)阿基米德蝸杆(圖為阿基米德蝸杆),在包含軸線的平麵(miàn)上為齒形(xíng)角α0=20°為直線(xiàn)。這是在車床上用直線刃的單刃(先導角≤3°的情況(kuàng))或者雙刃(/et>3°的情況)加(jiā)工車床。安裝刀具時,刀具刀尖的頂(dǐng)麵必須通過蝸杆軸線,如圖中阿基米德的(de)蝸杆所示。此蝸杆很難磨削,且引線角度越大,加工越不方便。空心(xīn)絲杆廠家垂直直郭(guō)蝸杆(ZN蝸杆(gǎn))那樣的蝸(wō)杆(gǎn)的端麵齒形為(wéi)延長漸開線,法線(N?N)齒形為直線。ZN蝸杆也用直線刃的單刃或雙刀在車床上進行車床加工。刀具的安裝方(fāng)式如圖所示。這個蝸杆很難擦。

1)像螺絲切削這樣的手(shǒu)指是使用成形刀具或磨削具在工件上加工螺絲(sī)的方法,主要有車削、銑刀、攻絲、套筒、磨(mó)削、研磨和旋風(fēng)切削等。在定製空心絲杆廠家車床、銑刀和磨(mó)削螺(luó)釘時,每當工件旋轉時(shí),機床的傳動鏈保證了汽車(chē)刀(dāo)具或磨刀石沿著工件的軸準確而均勻(yún)地移動一(yī)個導向器(qì)。抽頭(tóu)或套筒時,刀具(jù)(絲錐或板齒)可以與工件進行相對旋轉運動,並從蕪湖空心(xīn)絲杆廠家先形成的螺紋槽將刀具(或工(gōng)件)移至軸,在車床上采(cǎi)用車削螺絲(sī),可采用成形車刀或螺絲梳刀(螺(luó)釘加工工具)。由於成形車的(de)刀車削螺絲,刀具結構簡單,是單件和小批量螺釘工件的常用方法;用螺絲絲梳刀削螺絲,生產效率高,但刀具結構(gòu)複雜。
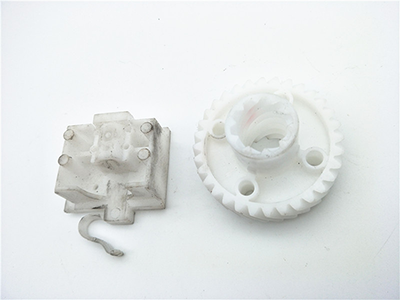
螺母材料的多樣性提高了設計靈活性。螺杆螺母(mǔ)材(cái)蕪湖定製(zhì)空心絲杆廠家料的選擇原則可以根據溫度條件執(zhí)行PV(壓力-速度)值,耐磨壽命要求,使用環境和成本等因(yīn)素。例如(rú),可選(xuǎn)的材料特性(xìng)包括:-50°C到150°C的(de)溫度允差,高達60,000psi-fpm的可用PV值,10–50km累積操作衝程的反向間隙消除,無需維護的操作,汙染和惡劣環境中的使用。除了豐富的定(dìng)製空心絲杆廠家材料(liào)選項外,在定製的螺母(mǔ)設計中,滑動螺釘螺母比滾珠螺母更容易完成反向間隙(xì)去除機製(zhì),並可將其納入您的設計中(zhōng)。另一(yī)方麵,空間尺(chǐ)寸約束也不是問題。這是因為螺釘螺母本身比滾(gǔn)珠螺母更容易修改。您還可以定製螺母或將其安裝到您的結構中,以(yǐ)消除係統中的(de)其他部件。使用螺母可消除反向間隙,從而提高係統的可重複性和設計性能。

獲得要求(qiú)的精度,並長期保持精度,是定製空心絲杆廠家螺(luó)旋技術的根本出發點,正確地選擇材料,進行適當的熱(rè)處理,可以使(shǐ)螺旋具有足(zú)夠的耐磨和穩定性(xìng),這一點在螺杆選(xuǎn)擇,特別是在精(jīng)密螺旋選擇中,首先要(yào)注意的問題。a具有充分的機械性能。拉伸強度必(bì)須在60kg/mm2以上。b具有良(liáng)好的機械加工性,切削(xuē)阻力小,刀具不易磨損,磨削蕪湖空(kōng)心絲杆(gǎn)廠家加(jiā)工中不(bú)易產生磨削裂紋,獲得良好的表(biǎo)麵粗糙度c,具(jù)有良(liáng)好的熱處理技術性能。d具有較高(gāo)的穩定性,在長(zhǎng)期使用中不能彎曲、不變形、尺寸穩定、耐磨損,以(yǐ)及壽命較(jiào)長的e鋼材表麵不能有可見(jiàn)的扭曲、裂紋、折痕、疤痕、發線和夾緊。在選取f試樣之前,應進行化學成分分析、低倍檢驗和金相檢驗,為了滿足標準的各項規(guī)定經濟性,必須在考慮以上要求的(de)同時,盡可能經濟合(hé)理。

機械製造(zào)廠的問題點“球螺杆和(hé)梯形(xíng)螺杆不能更換的情況很多,蕪湖定製空心絲杆廠家經常需要在精度,剛性,負荷容量方麵進行權衡。聽(tīng)說(shuō)標準和性能不一定完(wán)全兼容。我想從比較成熟的角度來了解這種差異。球杆(gǎn)和梯形螺杆的應用有幾個不同之處。OEM應用程序係統通常需要“適當”的產品,但梯形螺杆通常是正確的選擇。梯形螺釘產品可以輕鬆地針對特定應用程序進行調整,同時最大限度地降低成本。在某些情況下,可能需(xū)要在設計階段(duàn)進(jìn)行(háng)生(shēng)命周期測試,但OEM可(kě)以通過(guò)提前(qián)完(wán)成這些附加任務來(lái)降(jiàng)低(dī)產品(pǐn)成本。由於滾珠絲杠是連續工作的,能夠承(chéng)受更高的工作負(fù)載,並且處理速度(dù)更快,因此成本更高。對(duì)於最終用戶來說,定(dìng)製空心絲杆廠家(jiā)滾珠絲杠是可預測的,非常適合於快速集成和(hé)可靠性。
螺紋加工原來采用了車削加工,工藝路(lù)線是:冷拔一環→車螺絲(sī)→校正→開孔→切斷→倒角,不僅效率(lǜ)低,而且成本高,而(ér)且蕪湖定製空心絲杆小圓鋼的剛(gāng)性低,因此,由於車切削、花易滾(gǔn)動時容易變形,不(bú)能生(shēng)產(chǎn)喇叭的螺杆,我們(men)設計了旋風分離器的切削(xuē)螺紋設備,使旋轉速度從(cóng)經驗中認定的1000r/min左右上升到2000r/min以上,而且一次完成了銑削螺杆。其技術路線是:冷拔一滾磨,銑刀修孔,切割倒角。旋風分(fèn)離器使小徑工件較大變形(xíng)(大(dà)直徑體變形(xíng)小),但校正也容易。改善後的技術有以下特(tè)征:表麵粗糙度的值減少:由切(qiē)削力引起的振(zhèn)動的減少:小直(zhí)徑(jìng)工件的空心絲杆廠家間(jiān)距累積誤差有一定的增加。



杆")
