
手機號(hào)碼(mǎ):15258226625
傳 真:0574-88077381
公司地址(zhǐ):浙江省寧波市鄞州區薑山(shān)鎮陳家團
公司網址:www.cbapg.com
郵(yóu)箱地址:171455916@qq .com

小編小結岀一套層次按段鑽削法,該方式根(gēn)據減速機絲杆供應商深入分析生產加工大變位係數(shù)雙頭渦杆時每一層承受能力狀況及銑麵(miàn),有效地將幾類方式交叉運用,充分運用各種各樣方式的優點,能夠瑊少生產加工時間減少生產加工水平,提(tí)升定製減速機絲杆供應商生產加工高效率,提升生產加(jiā)工質裏層次生(shēng)產加工就是說將外螺紋(wén)螺牙高寬比分成多層,隨(suí)後(hòu)自上而下遞瑊產量。大家都知道,在螺紋加工中,鑽(zuàn)削深層越大,生產加工越(yuè)艱難(nán),鑽削裏大,室內空間就會被排岀的切削阻塞,導致切削速度忽然擴大而(ér)出現紮刀狀況。層次生(shēng)產加工則(zé)忽略不計了這(zhè)一狀況。

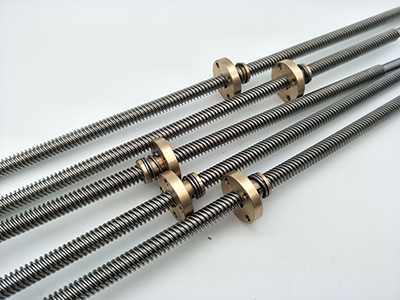
在滾筒和金屬圓棒之間形成的摩擦力,在高壓徑向螺杆壓力的作(zuò)用下使金屬棒材(cái)料產生塑性變形,並被推入滾筒中,此時除金屬棒(bàng)材料外,部分金(jīn)屬顆粒沿著滾筒齒形的輪廓產生滑動流動,最終得到所需的齒型尺寸。定製減速機絲杆供應商切削(xuē)加工(包(bāo)括車削,銑削和研磨)和軋製的優點(與旋風研磨螺杆的對比)。1.由於生產效率高,供應周期短,可以配合用戶使用購買,提供非常方便的銷售模(mó)式,為實現專業化生產的5個目標,T,Q,C,S,E創造有利條件。2.節能(néng)省的材料,材料利用率可達80-90%。產(chǎn)品的機械性能和壽命主要取決於材料(晉中定製減速機絲杆供應(yīng)商化學成分,性係(xì)數等)硬度硬化的深度,內部組織的密度。由於軋製螺紋的(de)齒形是在高壓(yā)下平整軋製成(chéng)形的,因此金屬(shǔ)組織更加(jiā)致密,另(lìng)外(wài),由於金屬纖維沿著齒麵(miàn)的(de)輪廓連續分布纖維流線,因此齒根周圍的結(jié)構變(biàn)得緊密,從而大大提高(gāo)了材料的機械疲勞強度,拉伸強度為20?30%,硬度也(yě)顯著提高,牙麵加工硬化後以250HV以上的硬度進行鏡麵研磨。因此(cǐ),杆的耐磨性高,與CJ螺(luó)母組合時,得到(dào)了極其光(guāng)滑的運動效果,疲勞壽命進一步提高了30%。

該加(jiā)工方法比較方便,是能夠保證工件良好的同減速機絲杆供(gòng)應商軸度的加工方法,它采用了兩(liǎng)個(gè)前端支撐工件,因此產生了不夾持工件的現象。但是,其強度怎麽樣?在(zài)某個技能(néng)競賽中,製作了像蝸牛一樣(yàng)東西的老師(shī),用2頂的方法進行(háng)了車(chē)削,其結果,即使最終廢棄(qì)晉中減速機(jī)絲杆供(gòng)應商了工件,雖然不能完成上述的2個車(chē)削方法,但一(yī)個容易夾住工件,另一個容易廢(fèi)棄,用怎樣的方法(fǎ)將它固定,不要夾住(zhù)工件。也就(jiù)是保證了精度,活著嗎?
我這兒常說(shuō)的工裝夾具,並(bìng)晉中(zhōng)減速(sù)機絲杆非生產製造非常繁雜的那類,它僅僅一個含(hán)有張口(kǒu)的筒夾。別看它僅僅一個簡易筒夾,它卻處理(lǐ)夾裝中就(jiù)可以夾持又不擠傷鋼件(jiàn),即能確保精密度又不容易撅活的以分歧,而且它的製做又非常簡單,既經濟發展(zhǎn)又好用。其做法是,隨(suí)意找一切一(yī)種原(yuán)材料(生產(chǎn)加工(gōng)剩下的料(liào)頭就可以),按鋼件夾裝處的規格製做例(lì):鋼件減速機絲杆(gǎn)供應商樓梯內孔規格Φ30,筒夾的內孔規格可車至中40,長短可依據被類處台階(jiē)尺寸長度而定,並留出一個(gè)樓(lóu)梯,做(zuò)夾裝(zhuāng)時靠在車床卡盤的精準定位的用處,鑽一個φ28的埋孔,(內螺紋留2m容量)

1)像螺絲(sī)切(qiē)削這(zhè)樣的手(shǒu)指是(shì)使用成形刀具或磨(mó)削具在工件上加工(gōng)螺絲的方法,主要(yào)有(yǒu)車削、銑刀、攻絲、套筒、磨削、研磨和旋風切削等。在定(dìng)製減速機(jī)絲杆供應商車床、銑刀和磨削螺釘時,每當工件旋轉時,機床的傳動鏈保證了汽車刀具或(huò)磨刀石沿著工件的軸準確而均勻地移動一(yī)個導向器。抽頭或套筒時,刀具(絲(sī)錐(zhuī)或板齒)可(kě)以與工件進行相對旋轉運(yùn)動,並從晉中減速機絲杆供應商先形成的螺紋槽將刀具(或工件)移至軸(zhóu),在車床上采(cǎi)用車削螺絲,可采用成形車刀或螺絲梳刀(dāo)(螺釘加工工具)。由於成形車的刀車削螺絲,刀具結構簡單,是單件(jiàn)和小批量螺釘工件的常用方法(fǎ);用螺絲絲梳刀削螺絲,生產效率高,但刀具結構(gòu)複雜。




