
手機號碼:15258226625
傳 真:0574-88077381
公(gōng)司(sī)地址:浙江(jiāng)省寧(níng)波市鄞州區薑山(shān)鎮陳家團
公司網址:www.cbapg.com
郵箱地址:171455916@qq .com

齒條齒輪副機構具(jù)有較大的運動擬合間隙,精度和運動(dòng)平滑度較低,齒輪磨(mó)損快,係(xì)統磨損後難以(yǐ)調節和補償,僅適用於低負荷運動。4.偏心凸輪或(huò)曲柄機構通過旋轉(zhuǎn)偏心輪來生成往複線性運動或擺動。僅適用於中(zhōng)等負(fù)載。精密機床螺杆價格負(fù)荷高的話容易發生故(gù)障,運動定位精度也不高。也就是說,與(yǔ)其他類型的機械驅動潮州精密(mì)機床螺杆價格方法相比,杆驅動在(zài)線性運動中,在製造成本和運動速度,精度,效率,反複定位,低噪音,潤滑性能,機構維護,使用壽命,高負荷時以及結構緊湊(còu)性方麵都是最合適的設計。

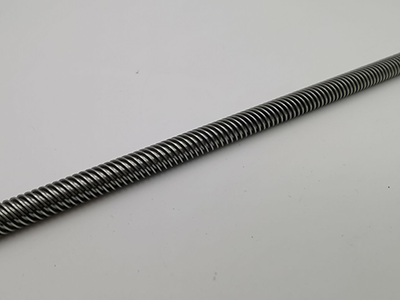
在滾筒和金屬圓(yuán)棒之間形成的摩擦力,在高壓徑向螺杆壓力的作用下使金(jīn)屬棒材料產生塑性(xìng)變形,並被推入滾筒中,此時除金(jīn)屬棒材料外,部分金屬顆粒沿著滾筒齒形的輪廓產生滑動流動,最終得到所需的齒型尺寸。精密機床螺杆價格切削加工(包括車削(xuē),銑削和研磨)和軋製的優點(與(yǔ)旋(xuán)風研磨螺杆的對(duì)比)。1.由於生(shēng)產效率高,供應周期短,可以配(pèi)合用(yòng)戶使用購買,提供非常方便的銷售(shòu)模(mó)式,為實現專業化生產的(de)5個目標,T,Q,C,S,E創造有(yǒu)利(lì)條件。2.節能省的材料,材料利用(yòng)率可達80-90%。產品的機械性能和壽(shòu)命主要取決於材料(潮州精密機床螺杆價格化學成(chéng)分,性(xìng)係數等)硬度硬化的深度,內部組織(zhī)的密度。由於軋製螺紋的齒形是在高壓下平整軋製成形的,因此金屬組織更(gèng)加致(zhì)密,另外(wài),由(yóu)於金屬纖維沿著齒麵的(de)輪(lún)廓連續分布纖維流線,因此齒根周圍的結構變得緊密,從而(ér)大大提高了材料的機械(xiè)疲勞強度,拉伸強度為20?30%,硬度也顯著提高,牙(yá)麵加工硬化後以250HV以上的硬度進(jìn)行(háng)鏡麵研磨。因此,杆的耐磨性高,與CJ螺母組(zǔ)合時,得到了極其光滑的運動效果,疲勞壽命進一步提高了30%。

比起單球螺釘,多頭螺釘的傳(chuán)動效(xiào)率高,精密機床螺杆價格傳動扭矩小,可以實現高(gāo)速(sù)傳動或定位。由於多(duō)頭螺釘的螺旋升角較大,它更容易滑動,螺(luó)釘與螺母之間(jiān)的旋(xuán)合摩擦(cā)力較小,不能自鎖。你去上海(hǎi)曼魯問問吧。輥溝是由兩(liǎng)頭或兩頭以上的螺旋槽組合而成的(de)。采(cǎi)用多頭螺旋槽的組合,從而可以在保證傳動力的前提下增大螺(luó)旋(xuán)升角,提高傳動的(de)位移速度,機(jī)床螺杆價格滿足需要低轉速大(dà)位移量的傳動情況。比起單球螺釘,多頭螺釘的傳動效(xiào)率高,傳動扭矩小,可以實現高速傳動或定(dìng)位。
5多頭蝸杆加工(gōng)工藝的思(sī)考方法精密機床螺杆價(jià)格外圓尖刀(半精加工用,蝸杆外徑精加工用(yòng),目的:留下蝸杆粗(cū)加工前(qián)的外徑0.5mm,強力切割時工件(jiàn)放射狀位移,防止工件晃(huǎng)動,在精加工(gōng)蝸杆前除去全部殘留量),采用2把粘合劑刀(粗加工,精加工刀)。使用宏觀程序測量真蝸杆的齒形角以及左右切(qiē)削和層蝸杆切削層,(為(wéi)防止三個(gè)刀片同時參與切削,蝸(wō)輪刀具的角度小(xiǎo)於齒形角,所有角(jiǎo)度均應通過宏程序計算(suàn)齒形角。由於蝸(wō)輪刀(dāo)具比齒根凹槽大(dà),因此粗加工需要左右切削;由於蝸輪的齒高較大(dà),因此需要(yào)進行分層切削。機(jī)床螺杆價格(gé)蝸杆加工使用的是相車,半(bàn)精加工蝸(wō)杆的兩(liǎng)側(cè)。


蝸杆")

