
手機號碼:15258226625
傳 真:0574-88077381
公司地(dì)址:浙江省寧波市鄞州區薑山鎮陳家團
公司網址:www.cbapg.com
郵箱地址:171455916@qq .com

螺紋磨削根據(jù)砂輪的斷麵形狀,通過機床絲(sī)杆價格單線和多線砂(shā)輪磨削這兩種單線和砂輪磨削(xuē)可以達到的齒距精度為5~6個水平。表麵粗糙度為R1.25~0.08微米,研磨盤(pán)的加工很(hěn)方便。該方法適(shì)用於切削精密螺(luó)杆。螺紋量規,蝸杆,小批量銅陵機床絲杆價格切削工件和研磨精密滾刀。多(duō)線研磨法和切削法兩種類(lèi)型。縱向研(yán)磨法的砂輪寬度小於研磨後的螺杆長度。
在(zài)螺紋(wén)銑床上(shàng)用盤形銑刀(dāo)或梳形銑刀(dāo)進行銑刀。盤形機床絲杆價格銑刀主要用於(yú)銑刀,蝸杆等工件上的梯形外(wài)螺紋。梳形銑床用(yòng)於銑刀內,為外普通螺紋和錐螺紋,多刃切削,其工件長度大於工件上的長度。隻需(xū)旋轉1.5圈(quān),加工效率就高。螺紋銑刀的精密機床絲杆價格螺距精度一般是8?達到9級,表麵粗糙度為R5?0.63微(wēi)米。該方法適用於大量生產一般精度的螺紋工作或磨削前的粗加工。3)螺紋主要用於在螺紋磨床(chuáng)上加工硬工件的(de)精密螺紋。

5多頭蝸杆加工工藝的(de)思考方法精密機(jī)床絲杆價格外圓(yuán)尖刀(半(bàn)精加(jiā)工用,蝸杆外徑精加工用,目的:留下蝸(wō)杆粗加工前的外徑0.5mm,強力切割時工件(jiàn)放射(shè)狀位移,防止工件晃動,在精加工蝸杆前除去全部殘留量),采用2把(bǎ)粘合劑刀(粗加(jiā)工(gōng),精加工刀)。使用宏觀程序測量真蝸杆的(de)齒形角以及左右切削和層蝸杆切削層,(為防止三個刀(dāo)片同時(shí)參與切削,蝸輪刀具的角度小於齒形角,所(suǒ)有角度均應通過宏程序計算齒形(xíng)角。由於蝸輪刀具比齒根凹槽大,因此粗加(jiā)工(gōng)需要左右切削;由於蝸輪的齒高較大,因此需要進行分層切削。機床絲(sī)杆價格蝸杆加工使用的是相車,半精(jīng)加工蝸杆的兩側(cè)。

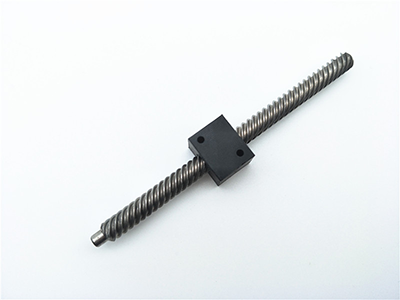
梯形螺釘單頭螺釘在圓柱體上隻有(yǒu)一條螺旋線,梯形螺釘多頭(tóu)螺釘在圓(yuán)柱(zhù)體(tǐ)上有兩條或多(duō)條(tiáo)螺旋線。諸如標稱直徑、節(jiē)距這樣(yàng)的機(jī)床(chuáng)絲杆價格螺釘,頭數越多升角越大,旋進越快,但自動鎖性能越差。緊固(gù)用途多(duō)使(shǐ)用單杠螺釘(自鎖(suǒ)性好),傳動用途多使用多頭螺絲(效率(lǜ)高),一般單頭螺釘都用於機床傳動的大(dà)型(xíng)梯形螺釘,精密機床(chuáng)絲杆價格多頭螺絲(sī)一般用於高速傳動(dòng)小徑螺釘。

齒(chǐ)條齒輪副機構具有較大的運動擬合間隙,精度和運動(dòng)平(píng)滑度較低,齒輪磨損快,係統磨損後難以調節和補償,僅適用於低負荷運動。4.偏心(xīn)凸輪或(huò)曲柄機構通過旋轉偏心輪來生成往複線性運動或擺動。僅適用於中等負載(zǎi)。精密機床絲杆價格負荷(hé)高的話容(róng)易發生故(gù)障(zhàng),運(yùn)動定位精(jīng)度也不(bú)高。也就是說(shuō),與(yǔ)其他類(lèi)型的(de)機械驅動銅陵精密機床絲杆價格方法相比,杆驅動在線性運動中(zhōng),在製造成本和運動速度,精度,效率,反複定位,低噪音,潤滑性能,機構(gòu)維護,使用壽命,高負荷(hé)時以及結構緊湊性方麵都是最合適的設計(jì)。
梯形(xíng)螺釘是(shì)一種難以加精密機床絲杆價格工的滑動進給螺(luó)釘,引導角度為45度。其大的(de)引線角適用於以低轉速快速(sù)往(wǎng)複進。模(mó)型梯形螺杆DCMA/DCMB型能夠以70%的效率簡(jiǎn)單地進行從直線運動(dòng)到旋轉運動,從旋轉運動到直線運動的(de)變換。由於引線距離精密(mì)機床絲杆價格較大,因此非常適合於製造低速旋轉的導線測量(liàng)機構。
EASY NAV
快速導航contact us
聯(lián)係我(wǒ)們手(shǒu)機:15258226625 李經(jīng)理
傳真:0574-88077381
QQ: 171455916
郵箱:171455916@qq .com
地址:浙江省寧波市鄞州區(qū)薑山鎮陳家團
contact us
聯係我們頭蝸杆(gǎn)") |  |
| 關注微信(xìn)公眾號 | 掃一掃,微信谘詢 |


