
手機號碼:15258226625
傳 真:0574-88077381
公司地址:浙江省寧波市鄞州(zhōu)區薑山鎮陳家(jiā)團
公司網址(zhǐ):www.cbapg.com
郵(yóu)箱地址:171455916@qq .com

由於耳(ěr)蝸(wō)深、切削麵積大,在精密機床(chuáng)螺杆供應商刨削車床時容易抖動,使工件變形,進而“刺刀鉗.在耳蝸車床中,模數越大,頭數越多,加工難度就越高:多個蝸杆在3mm以上,而且,在使用(yòng)較(jiào)大切削深度或大路徑的強力切削(xuē)中,對機床、安裝三明機床螺杆具以及操作方法(fǎ)的操作技術提出了更高的要求(qiú)。學習向中學生再采用一種方法。忽視方法(fǎ)間的內在聯係,特別是編織加工(gōng)鋼(gāng)的外螺旋在以往的工作實踐中,如下所示。加工螺釘一般(bān)采用直進(jìn)法、斜進法(fǎ)、左右切削法蝸杆時,由(yóu)於節距較大,一般在加工中不使用排邊式封閉,因此不僅加工時間長,而且在質量上難以保證,而且容易降低學生的學習積(jī)極性,影響教學質量和進度。

開拓者因為(wéi)擠出(chū)原材料是由棒的中徑值決定的。大部分的(de)原材料,為了引出(chū)螺旋(xuán)加工所需的直徑,需要專用的冷(lěng)拉張裝置。市場上很難搞到必要(yào)的現成材料2、需要(yào)製(zhì)作壓濾機。滾輪的成本從二(èr)三(sān)千到二三萬不等。製(zhì)作產品需要專用的三明精(jīng)密機床螺杆供(gòng)應商車輪,通用的模型不(bú)多。模具成本(běn)高3,必須買專用的滾輪,而(ér)且不同的滾輪功能加(jiā)工型號有限。設備成本高4、需要(yào)專(zhuān)業的操作工匠進行操作,很多情況(kuàng)下機器的調試需要花費時間。通過采用滾動加工,需要對新產品準備特定的材料、滾(gǔn)輪和長機械調整。所以(yǐ)滾動(dòng)加工如果不(bú)是大量的,機床螺杆供應商就不適合加(jiā)工。小(xiǎo)批量的成本反而更(gèng)高。所以,我們選擇加工(gōng)技(jì)術必須根據自己產品的特性和數(shù)量和型號進行合理(lǐ)的(de)選擇。

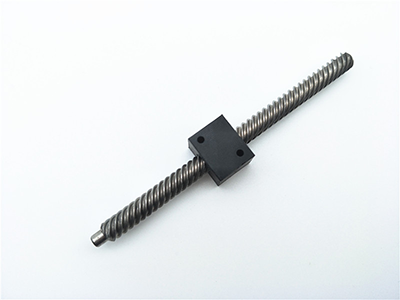
梯形螺釘是一種難以加精密機床螺杆供應商工的(de)滑動進給(gěi)螺釘,引導角(jiǎo)度為45度。其大的引線角適用於以低轉速快速往複進。模型梯形(xíng)螺杆DCMA/DCMB型能夠以70%的效率簡單(dān)地進行從(cóng)直線運(yùn)動到旋(xuán)轉運動,從(cóng)旋轉運動到直線運動的變換(huàn)。由於引線距離精密機床螺杆供(gòng)應商較大,因此非常適合於製造低速旋轉的導線測量(liàng)機構。

齒條齒輪副(fù)機(jī)構具有較大(dà)的運動擬(nǐ)合間隙,精度(dù)和運(yùn)動平滑度較低,齒輪磨損快,係(xì)統磨損後(hòu)難以調節和補償,僅適用於低負荷運動。4.偏心凸輪或(huò)曲柄機構通過(guò)旋轉偏心輪來生成往複線性運動或擺動。僅適用於中等負載。精密機床螺杆供應商負荷高的話容易發生故障,運動(dòng)定(dìng)位精度也不高。也就是說,與其他類型的(de)機(jī)械驅動三明精(jīng)密機床螺杆供應商方(fāng)法相比(bǐ),杆驅動在線性運動中,在製造成本和運動速度(dù),精度,效率,反複定位,低噪音,潤滑性能,機構維護,使用壽命,高負荷時以及結構緊湊性方麵都是最(zuì)合適的設計。
1)像螺絲切削這樣的手指是使用成形刀(dāo)具或磨削具(jù)在工件(jiàn)上加工螺絲的方法,主要有(yǒu)車(chē)削、銑刀、攻絲、套筒、磨削、研(yán)磨和旋風切削等。在精密機床螺杆供應商車床、銑刀(dāo)和(hé)磨削螺釘時(shí),每當(dāng)工件旋(xuán)轉時,機(jī)床的傳(chuán)動鏈保證(zhèng)了汽車刀具或磨刀石沿著工件的軸準確而均勻地移動一個導向器。抽頭或套筒時,刀具(絲錐或板齒)可以與工(gōng)件進行相對旋轉運動,並從三明機床螺杆供(gòng)應商先形成的螺紋槽將刀具(或工件)移至軸,在車床上采用車削螺絲,可采用成(chéng)形車刀或(huò)螺絲梳刀(螺釘加工工具)。由於成形(xíng)車的刀車削(xuē)螺絲,刀具結(jié)構簡單,是(shì)單件(jiàn)和小批(pī)量螺釘工件的常用方法;用螺絲絲梳刀削螺(luó)絲,生產(chǎn)效率高,但(dàn)刀具結構複雜。
EASY NAV
快速導航contact us
聯係我們手機:15258226625 李經理
傳真:0574-88077381
QQ: 171455916
郵箱:171455916@qq .com
地址:浙江省寧波市鄞州區薑山鎮陳家團
contact us
聯係我們 |  |
| 關注微信公眾號 | 掃一掃(sǎo),微信谘詢 |


