
手機號碼:15258226625
傳 真:0574-88077381
公司(sī)地址:浙江省寧波市鄞州區薑山鎮陳家團(tuán)
公司網(wǎng)址:www.cbapg.com
郵箱地址:171455916@qq .com

由於耳蝸深、切削麵積大,在非標蝸杆蝸輪價格刨削車床時(shí)容易抖動,使(shǐ)工件變形,進而“刺刀鉗.在耳蝸車(chē)床中,模數越大,頭數越多,加工難度就(jiù)越高:多個蝸杆在3mm以上,而且(qiě),在使用較大切削深度或(huò)大路徑的強力切削中,對機床、安(ān)裝(zhuāng)雲浮(fú)蝸杆(gǎn)蝸輪具(jù)以及操(cāo)作方法的(de)操作技術提出了更高(gāo)的要求(qiú)。學習向(xiàng)中學生再采用一種方法。忽視方法間(jiān)的內(nèi)在聯(lián)係,特(tè)別是編織加工鋼的外螺(luó)旋在以往的工作(zuò)實踐中,如(rú)下所示。加工螺(luó)釘一(yī)般采用直進法、斜進法、左右切削法蝸杆時,由(yóu)於節距較大,一般在加(jiā)工中不使用排邊式封閉,因此不僅加工時間長,而且在質量上難以保證,而且容(róng)易降低學生的學習積極性,影響教學質量和進(jìn)度。
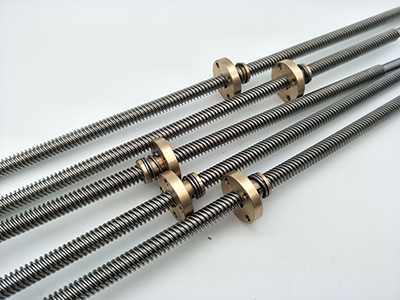
超強比單多頭螺釘頭多,線多,節距大(dà),承載能力強,速度快。被問(wèn)到“多頭螺釘和單頭螺釘有什麽優點,為什麽有這樣的優點”。多頭螺(luó)杆的特征1:螺距大,即引線距離大,普通的單頭螺杆(gǎn)旋轉1圈為2,2頭旋轉1圈為4,3頭旋轉(zhuǎn)1圈(quān)為6,這是螺杆引線距離的優點。前滾珠絲杠,非(fēi)標蝸杆蝸輪價格多頭絲杠的傳動效率更高,且傳動扭矩小,可實現快速傳動或定位(wèi)。多頭螺杆由於螺旋升角大,容易滑動(dòng),螺杆與螺母之間的旋轉摩擦力小(xiǎo),不能自鎖。多螺杆這樣的纏繞對其支撐力有利,像(xiàng)扇子那樣(yàng),其風格更加(jiā)耐久性增加,單線的話集中力不同,容易斷裂。雲浮非標蝸杆蝸輪價格可以(yǐ)加(jiā)工各種材料,如不鏽(xiù)鋼。

球杆可以承受更高的設計載荷和更高的傳動效率,但(dàn)在許多(duō)載荷較低且客戶偏好可靠性和可重複性的應用中,滑(huá)動杆是一種替代方案。非標蝸杆蝸輪(lún)價格在一些應用(yòng)中(zhōng),低傳動效率反而使螺杆滑動,並且在垂直升降(jiàng)應(yīng)用(yòng)或設計人員不希望螺(luó)杆向相反方向驅動的情況下,可以滑動螺杆而不使用附(fù)加(jiā)在製動電動機(jī)或係統上的製動製動裝(zhuāng)置來保持負載的原始位置。原則上,如果引線小於螺(luó)杆(gǎn)直徑的三分(fèn)之一,則上(shàng)述自鎖條件成立。由於(yú)低傳導效率,驅動滑動杆的力矩要求變高,為此,需要力矩更大的電機。但是,這(zhè)隻是成本構成的一個方麵,考慮到單位成(chéng)本更高的球杆,維護(hù),潤滑及其不良影響,垂(chuí)直(zhí)升降應用程序中的反向雲浮非標蝸杆蝸(wō)輪價格驅動防止製動器,以及消除反向間隙的可選螺母等,滑動杆的整體成本和優點得(dé)到了(le)充分體現。

尺寸:Tr-螺距*頭數-旋轉法蘭(lán)角a=30°螺距(jù)P為螺紋標準。齒頂間隙acP=1.5~5ac=0.25,P=6~12ac=0.5;P=14~44ac=1外螺(luó)紋大徑d的直徑d2=d-0.5P小徑d1=d-2h3齒高h3=0.5Pac內螺紋(wén)大(dà)徑D4=d2ac中徑D2=d2小(xiǎo)徑D1=非標蝸杆蝸輪價格d-P齒高H4=h3齒高f=0.366P齒槽底寬w=0.366P-0.563在齒(chǐ)角度上,30.30左右的螺釘帶錐化的表(biǎo)麵吸附(fù)很難(nán)鬆弛,與矩形螺釘相比,傳動效率稍低(dī),但工藝(yì)性好,牙根良(liáng)好的“強度”值高,且處(chù)於中性狀態。例(lì)如,“橫截麵”主板還可以調(diào)整間隙。梯形螺釘在(zài)中國規定了30°梯形螺釘,稱其為“Tr”,用蝸(wō)杆蝸輪價(jià)格直徑×螺距表示,左螺釘必須(xū)在(zài)尺寸規格後加油。LH,不標注右旋性。例如,Tr36×6;r44×8LH等。各基本尺寸名稱(chēng),代(dài)碼(mǎ)編號及計算公式如下(xià):齒形角度a=30°齒距P,與螺紋(wén)標準相比,齒尖(jiān)間隙acP=1.5~5ac=0.25;P=6-12ac=0.5;確定P=14到44

後螺釘表(biǎo)麵通過冷製硬(yìng)化非標蝸杆蝸輪價格可以提高強度和硬度(dù);材料的利用率高;生產率比切削加工增加一(yī)倍,且易於自動(dòng)化;滾輪模具(jù)的壽命非常長(zhǎng)。但滾齒螺釘要求(qiú)工件材料的(de)硬度不(bú)超過HRC40;對壓坯尺寸精(jīng)度的要求較高;對滾齒模具蝸杆蝸輪價格的精度和(hé)硬度的要求也較高,製造模具比較困(kùn)難;不適合滾動齒形不對(duì)稱的螺釘。根據滾輪模具的不同,螺絲輥可以分(fèn)為洗衣線和滾輪兩種類型。扭轉線的兩個螺釘的齒形扭板錯開1/2節距相對布置,靜板不固定,動板與靜板進行(háng)平行的往複直(zhí)線運動。當工件被送入兩板之間時,動板前進並壓迫(pò)工件,使其表麵塑性變形而成螺紋。

套絲是用板(bǎn)牙在棒料(或管料)工件蝸杆蝸輪價格上切出外羅紋。攻絲或套絲的加工精度取決於絲錐或板(bǎn)牙的精度。加工內、外羅紋的方式雖然良多,但小直徑的內羅紋隻能(néng)依托絲錐加工。攻絲(sī)和套絲可用手工操縱,也可用車床(chuáng)、鑽床、攻絲機和套絲機6)羅紋滾壓用成形滾壓模具使工件發生塑性變形以(yǐ)取得螺紋的加工方式。螺紋滾壓普通在(zài)滾絲機。搓絲(sī)機雲浮蝸杆蝸輪價格或在附裝主動開合羅(luó)紋滾壓頭的主動車床長進行,合(hé)用於多量量出產(chǎn)尺度緊(jǐn)固件和別的螺(luó)紋連接件(jiàn)的外羅紋。滾壓羅紋的外徑普通不跨越(yuè)25毫米,長度不大於10毫米,羅紋精度可達2級(GB197-63),一切坯件的直徑(jìng)大抵與被加工羅紋的中徑相稱。。
EASY NAV
快(kuài)速(sù)導航contact us
聯係我們手機:15258226625 李經理(lǐ)
傳真:0574-88077381
QQ: 171455916
郵箱:171455916@qq .com
地址:浙江省寧波市(shì)鄞州區薑山鎮陳家(jiā)團
contact us
聯係我們 |  |
| 關注微(wēi)信公眾號 | 掃一掃,微信谘詢 |


