歡迎來到寧波鄞州順杆機械有限公司官網!

谘詢熱線
15258226625
聯係人:李經理
歡迎來到寧波鄞州順杆機械有限公司官網!
15258226625
聯係人:李經理

手機號碼:15258226625
傳(chuán) 真:0574-88077381
公司地址:浙江省寧波市鄞州區薑山鎮陳家團
公司網址:www.cbapg.com
郵箱地址:171455916@qq .com

1)像螺絲切削這樣的手指是使用成形刀具或磨削具在工件上加工螺絲的方法(fǎ),主要有車削、銑刀、攻絲(sī)、套筒、磨削、研磨和旋風切削等。在精密蝸杆價格車床、銑刀和磨削螺釘時,每當工件旋轉時,機床的傳動鏈保證了(le)汽車刀具或磨刀石沿著工件的軸準確而均勻地移動一個(gè)導向器。抽頭或(huò)套筒時(shí),刀具(絲錐(zhuī)或板齒(chǐ))可以與工件(jiàn)進行(háng)相對旋轉運動,並從大同蝸杆價格(gé)先(xiān)形成的(de)螺紋槽將刀具(jù)(或(huò)工件)移(yí)至軸,在車床上采用車削螺(luó)絲,可采用成形車刀或螺絲梳刀(螺釘加工工具)。由於成形車的刀車削螺絲,刀具結(jié)構簡單,是單件和小(xiǎo)批量螺釘工(gōng)件的常用方法;用螺絲(sī)絲梳刀削(xuē)螺絲,生產效率高,但刀具結構複雜。
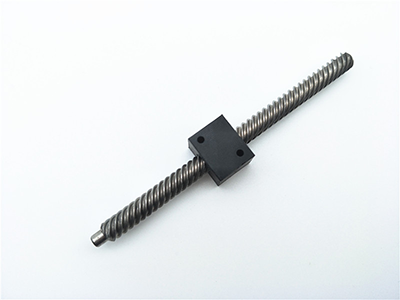
在滾筒和金屬圓棒(bàng)之間形成的摩擦(cā)力,在高壓徑向螺杆壓力的作用下使金(jīn)屬棒材料(liào)產生塑性變形,並被推入滾筒中(zhōng),此時除金屬(shǔ)棒材料外,部分金屬顆粒沿著滾筒齒形的輪(lún)廓(kuò)產生滑動流動,最終得到所需的齒型尺寸。精密蝸杆價格切削加工(gōng)(包括車削,銑削和研磨)和軋製的優點(與旋(xuán)風(fēng)研磨螺杆的對比)。1.由(yóu)於生產效率高,供應周期短,可(kě)以配合用戶使(shǐ)用(yòng)購買,提供非常方便(biàn)的銷售模式,為實現專(zhuān)業化生產的5個目標,T,Q,C,S,E創造(zào)有(yǒu)利條件。2.節能省的材料,材(cái)料利用率可達80-90%。產品的機械性能和壽命主要取決於材料(大同精密蝸杆價格(gé)化學成分,性係數等)硬度(dù)硬化的深度,內部組織的密度。由(yóu)於軋製螺紋的齒形是在高壓下平整軋製成形的,因此金屬組織更加致密,另(lìng)外,由(yóu)於(yú)金屬纖維沿著齒麵的輪廓連續分(fèn)布纖(xiān)維流(liú)線,因此齒根周圍的結構變得緊密,從而大大提高了材(cái)料的機械疲(pí)勞強度,拉伸強度為20?30%,硬度也顯著提高,牙麵加工硬化後以250HV以上的硬度(dù)進行鏡麵(miàn)研(yán)磨。因此,杆的耐(nài)磨(mó)性高,與CJ螺母組合時,得到了極其光滑(huá)的運動效果,疲勞壽(shòu)命(mìng)進一步提高了30%。

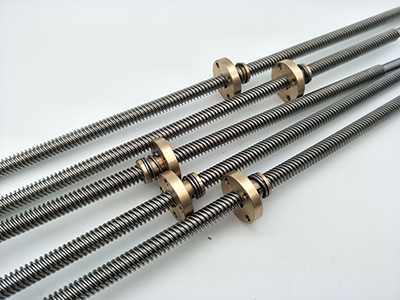
滑杆驅動是直線運動驅動方法中的(de)方法,與其他類型的機械(xiè)驅動線性運動方案相比,滑杆驅動是方法。1,精密蝸杆價格體積大,有噪音和昂貴的油(yóu)壓(yā),與氣動驅動係統相比,長精絲杆結(jié)構緊湊,噪音和成本低,在室外非常高,可以在低溫中正常工作(zuò)。不需要泵,管(guǎn),水壓油或空(kōng)氣,也不(bú)需要水壓油或其他物質泄漏造成環境汙染,從而消除(chú)對火,安全或健康的物質。2,大同(tóng)精密蝸杆價格同步皮帶,鋼絲繩和鏈條機械驅動(dòng)的成本也很低(dī),但直線運動的精密,反複定位精度,使(shǐ)用壽命及安全性都不如鋼絲繩驅動。磨損和拉(lā)伸不(bú)會導致(zhì)定位不正確,僅(jǐn)適用於(yú)低(dī)負載操作。

後螺釘表麵(miàn)通過(guò)冷製硬化精密蝸杆價格可以提高強度和硬(yìng)度;材料的利用率高;生產(chǎn)率(lǜ)比切削(xuē)加工增加一倍,且(qiě)易於自動化;滾輪模具的壽命非常長。但滾齒螺釘要求工件材料的(de)硬度不超過HRC40;對壓坯尺寸精度的(de)要求較高;對滾(gǔn)齒模具蝸杆價格的精度和硬度的要求也較高(gāo),製造模(mó)具(jù)比較困難;不適合滾動齒形不對稱的螺釘。根據滾輪模具的不同,螺絲輥可以分為洗衣線和滾輪兩種類型。扭轉線的兩個(gè)螺(luó)釘的齒形扭板錯開1/2節距相對(duì)布置,靜(jìng)板不固定,動板與靜板進行平行的往(wǎng)複直線運動(dòng)。當工件被送入兩板之間時,動板前進並(bìng)壓(yā)迫工件,使其表麵塑性變形(xíng)而成螺紋。

1蝸杆的分類米製蝸杆的(de)齒形角為20°,有軸向直郭蝸杆和法向直郭蝸杆2種。軸向直郭蝸杆的齒形在(zài)軸向平(píng)麵內為直線,在法平(píng)麵內(nèi)為曲線,在端平(píng)麵內為阿基米德蝸杆,又稱為ZA蝸杆或阿基米德蝸杆。法向直郭蝸杆的精密(mì)蝸杆價格齒(chǐ)形在法平麵內為(wéi)直線,在軸平麵內為曲(qǔ)線,又(yòu)稱為ZN蝸杆。2.多(duō)頭(tóu)蝸杆的分揀方法是沿著2根或者2根以上,由蝸杆價格軸向(xiàng)等(děng)距離分布的螺旋線形(xíng)成的蝸杆稱為多頭蝸杆。多頭蝸杆主要是解決(jué)分揀(jiǎn)方法的方法,多頭蝸杆形成原理的分揀方法有軸向分頭法和圓(yuán)周分法兩種。
螺紋類型(xíng)根據螺(luó)紋的使用情況,將其歸類為公製國際標準螺(luó)(nternationalMetricThreadSystem)。中(zhōng)國國家(jiā)標準CNS采用(yòng)蝸杆價格的螺絲山。牙頂(dǐng)為平麵(miàn),容易旋削,牙底為圓形(xíng)弧(hú)形,增加螺絲強度。螺絲山的角度為60度,規格可以用M表示。米製螺紋山可以分為粗齒(chǐ)和細齒(chǐ)兩(liǎng)種。表現方法為M8x1.25.(M:和弦,8:公稱直徑(jìng),1.25:2大同蝸杆價格美(měi)國標準螺紋(AmericanStandardThready)螺紋(wén)頂部和底部(bù)為平(píng)麵,強度高,螺紋角度為60度(dù),標準以每(měi)英寸齒(chǐ)數表示。此螺紋可分為粗齒(NC)。讚歎詞(NF);極細的牙(NEF)電平3.1/2-10NC.(1/2:外徑;每寸齒數;NC代(dài)碼(mǎ))3統一標準螺紋(UnifiedThready)

杆")

