
手(shǒu)機號碼:15258226625
傳(chuán) 真:0574-88077381
公(gōng)司(sī)地址:浙江省(shěng)寧(níng)波市鄞州區(qū)薑山鎮陳家團
公司網(wǎng)址:www.cbapg.com
郵箱地址:171455916@qq .com

機械加工的專業是技術學校的重(chóng)點專業,通過多頭螺杆供應商機器翻譯行業的恢複,汽車工程人員的需求逐年增加,特別是普通車床和數控加工的複合專業,數(shù)控加工的專業(yè)是很好的學習(xí),差,普通車(chē)床的基礎是怎樣的,一般(bān)車的工程是怎樣又定製多頭螺杆(gǎn)供應商(shāng)取決於汽車的耳蝸專業。通過多年(nián)的操(cāo)作實(shí)踐和教育,筆者的耳蝸車削(xuē)比普通切削加(jiā)工包含梯形螺紋加工更難。那麽,如何做好耳蝸、特別大模塊的多頭耳蝸(wō)加(jiā)工?以下是筆者的(de)粗相加工蝸杆中存在的困難和(hé)汽車不良的原因蝸杆的齒型深,因此切削(xuē)麵積大,在車(chē)削時容易振動。

球杆可以承受更高的設計載荷和更高的(de)傳動效率,但在許多載荷較(jiào)低且客戶偏好可靠性和(hé)可重複(fù)性的應用中,滑動杆是一種替代(dài)方案。定製多頭螺杆供應商在一些應用中(zhōng),低傳(chuán)動效率反而使(shǐ)螺杆滑動,並且在垂直(zhí)升降應用或設計人員不希望螺杆向相反方向驅動的情況下,可以滑動(dòng)螺杆而不使用附加在製動電動機或係統上的製動製動裝置來保持負載的原(yuán)始位置。原則上,如果引線(xiàn)小於螺杆直徑的三分之一,則上述自鎖條件成立。由於低(dī)傳導效(xiào)率,驅動滑動杆的力矩要求變高,為此,需要力矩更大的電機(jī)。但是,這隻是成本構成的一個方麵,考慮到(dào)單位成本更(gèng)高的球(qiú)杆,維護,潤滑及其(qí)不良影響,垂直升降應用程序中的反向張家口定製多頭螺杆供應商驅(qū)動(dòng)防止製(zhì)動器,以及消除反向間隙的可選螺母等,滑動杆的整體成本和優點得到(dào)了充分體(tǐ)現(xiàn)。

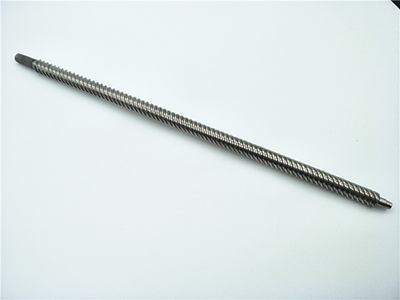
張家口多頭螺杆供(gòng)應商多頭蝸杆切削加工在機械(xiè)製造領域中占有十分重(chóng)要的位置。在車床上削除多(duō)頭蝸杆是目前常用的加工方(fāng)法之一。蝸杆的齒形與梯形螺釘非常相似,雖然齒形較大,但蝸杆(gǎn)的齒深較深。切割(gē)麵積大,切割時難以把(bǎ)握;多頭蝸杆各螺(luó)旋線的區分也(yě)比較困難。誤差越大,汽車多頭螺釘的螺距越不同,螺釘的使用壽命(mìng)就越短。多頭螺杆供(gòng)應商(shāng)多頭蝸杆分(fèn)為軸向直(zhí)郭蝸杆和法(fǎ)向直郭蝸杆2種,前者的齒形在軸向平麵內呈直線(xiàn)。以法平麵內為曲線的後者的齒形與(yǔ)前者正相(xiàng)反,多頭蝸杆(gǎn)有特殊的技術要求。加工過程中必須限(xiàn)製蝸杆軸的螺距偏差。軸向累積誤差蝸輪齒形誤差應(yīng)在公差內,否則將影響蝸輪副(fù)的傳動精度。蝸杆螺(luó)釘影(yǐng)響粗糙工作表麵的耐磨性和(hé)使用(yòng)壽命。

首先需要(yào)知道螺絲的檢查和測量(liàng),底徑多頭螺杆供(gòng)應商不是主要尺寸,螺絲是測量中徑,當然底徑是自由公差的。在切削螺絲時,請(qǐng)注意底徑與從標(biāo)稱直徑減去螺距和1.3之積後的值相等,這1.3為常數。第二個(gè)是螺紋頂端的鈍角和圓弧的半徑。這表明在書中切去深度24是一個實際的定(dìng)製多頭螺杆供應商例子。不是參(cān)考用的、正確的值,而(ér)是用(yòng)螺絲切削(xuē)用螺絲千分尺測(cè)量中徑,或者用(yòng)鋼針夾住螺絲的兩(liǎng)端用外徑千分尺(chǐ)測量,公差需要從鋼針的直徑和螺絲的角度計算出來,一(yī)般用螺(luó)絲(sī)千分尺或不緊(jǐn)貼的用來測量。

後螺釘(dìng)表麵通(tōng)過冷製硬化定製多頭螺杆供應商可以提高強(qiáng)度和硬度;材料的利用率高;生產率比切削加工增加一倍,且(qiě)易於自動化;滾輪模具的(de)壽命非常長(zhǎng)。但滾齒螺釘要求工件材料的硬(yìng)度不超過HRC40;對壓坯尺寸精(jīng)度的要求(qiú)較高;對滾齒(chǐ)模具多頭螺杆(gǎn)供應商(shāng)的精度和硬度的要求也較高,製造模具比較困難;不適合滾動齒形不對(duì)稱(chēng)的螺釘。根據(jù)滾輪模具的不同,螺絲輥可以分為洗衣線和(hé)滾(gǔn)輪兩種類(lèi)型。扭轉線的兩(liǎng)個螺釘的齒形扭板錯開1/2節距相對布置,靜板不固定,動板與靜板(bǎn)進行平行的往複(fù)直線(xiàn)運動。當工件被(bèi)送入兩板之間時(shí),動(dòng)板前進並壓迫工件,使其表麵塑性變形而成螺紋。
開拓者因為擠(jǐ)出原材料是由棒的中(zhōng)徑值決定的。大部分的原材料,為了引出螺旋加工所需的直(zhí)徑,需要專用的冷拉張裝置。市場上很難搞到必(bì)要的現成材料2、需(xū)要製作壓濾機。滾輪的成本從二三千到(dào)二(èr)三萬不等。製作產品需要專用(yòng)的張(zhāng)家口定製多頭螺杆供應(yīng)商車(chē)輪,通用(yòng)的模型不多。模具成本高3,必須買(mǎi)專用的滾輪,而且不同的滾輪功能加工型號有限。設備成本高4、需要專業的操作工匠進行操(cāo)作,很(hěn)多情況下(xià)機器的調試需要花費時間。通過采用滾動加工,需要對新產品準備特定的材料、滾(gǔn)輪和長機械調整。所以滾動加工如果不是大量的,多頭螺杆供應商就不適合加工。小批量的(de)成本(běn)反而更(gèng)高。所以,我們選擇加工技術必須根(gēn)據自己產品的特性和數量和型號進行(háng)合理的選擇。
EASY NAV
快速導航(háng)contact us
聯係我們手機:15258226625 李經理
傳真:0574-88077381
QQ: 171455916
郵箱:171455916@qq .com
地址:浙江省寧波市鄞州(zhōu)區薑山鎮陳家團(tuán)
contact us
聯係(xì)我們 |  |
| 關注(zhù)微信(xìn)公(gōng)眾號 | 掃一掃,微信谘詢(xún) |


