
手機號碼:15258226625
傳 真:0574-88077381
公司地址:浙江省寧波市鄞州(zhōu)區薑山鎮陳家團
公司網址:www.cbapg.com
郵箱地址:171455916@qq .com
球杆可以承受更高的設計載荷和更高的傳動效率,但在許多載荷較低且客戶(hù)偏好可靠性和可重複性的應用中,滑動杆是一種替(tì)代方案。非(fēi)標減速(sù)機絲杆供應商(shāng)在(zài)一些應用中,低傳(chuán)動效率反而使螺杆滑動(dòng),並且在垂(chuí)直升降應用或設計人員不希望螺杆向(xiàng)相反(fǎn)方向驅動的情況下,可(kě)以滑(huá)動螺杆而不使用附加在製動電動機或(huò)係統上的製(zhì)動(dòng)製動裝置來保持負載的原始位置。原則上,如果引線小於螺(luó)杆直徑的三(sān)分之一,則上述自鎖條件成立。由於低傳導效(xiào)率,驅動滑動杆的力矩要求變高,為此(cǐ),需要力矩更大的電機。但(dàn)是,這隻(zhī)是(shì)成本構成的一個方麵,考慮到單位成本更高的(de)球杆,維護(hù),潤滑及(jí)其不良(liáng)影響,垂直升降應用程序中的反向唐山非標減速機絲(sī)杆供應(yīng)商(shāng)驅動防止製動器,以及消除(chú)反向間隙(xì)的可選螺母等,滑動杆(gǎn)的整體成本和優點得到了充分體現。

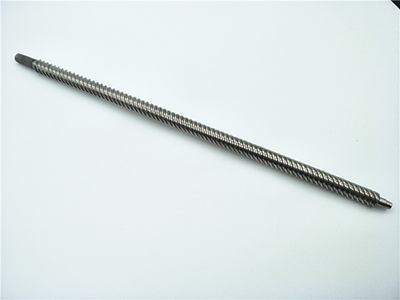
梯形螺(luó)釘是一種難以(yǐ)加非標減速機(jī)絲杆供應商工的滑動進給螺釘,引導角度為45度。其大的引線角適用於以(yǐ)低轉(zhuǎn)速快速往複進。模型(xíng)梯形螺杆DCMA/DCMB型能夠以70%的效率簡單地進行從直(zhí)線運動到旋轉運動(dòng),從旋轉運動(dòng)到直線運動的變換。由於引線距離非標減速機絲杆供應(yīng)商較(jiào)大,因此非常適合於製造低(dī)速旋轉的導線測量機構。

機(jī)械加工的專業是技術學校的重點專業,通過減速機絲杆供應商機器翻譯行(háng)業的恢複,汽車工程人員的(de)需求逐年增加,特(tè)別是普通車(chē)床和數控加工的複合專業,數控加工的專業是很好的學習(xí),差,普通車床的基(jī)礎是怎樣的,一般車的(de)工程是(shì)怎樣又非標減速機絲杆供應商取決於汽車的耳蝸專業。通(tōng)過多(duō)年的操作實踐和教育,筆者(zhě)的(de)耳蝸車削比普通切削加工包含梯形螺紋加工更難(nán)。那麽,如何做好耳蝸、特別大模塊的多頭耳蝸加工?以下是筆(bǐ)者的粗相加工蝸杆中存在的困難和汽(qì)車不良的原因蝸杆的齒型深,因此(cǐ)切削麵積大,在車削時容易振動(dòng)。

螺紋加工原(yuán)來采用了車(chē)削(xuē)加工,工藝(yì)路線是:冷拔一環→車螺絲→校正→開孔→切斷→倒角,不僅效率低,而且成本高,而(ér)且唐山非標減速機絲杆小圓鋼的剛性低,因此,由於車切削(xuē)、花易滾(gǔn)動時容易變形,不(bú)能生(shēng)產(chǎn)喇叭的螺杆,我們設計了旋風分離(lí)器的切削螺紋設備,使旋(xuán)轉速(sù)度從經驗(yàn)中認定的(de)1000r/min左右上升到2000r/min以上,而且一次完成了銑削螺杆。其技術路線是:冷拔(bá)一滾磨,銑刀修孔,切割倒角。旋風分離器使小徑工件(jiàn)較大變形(大直徑體變形小),但校正也容易。改善後的技術有以下特征:表麵粗糙度的(de)值減少(shǎo):由切削力引起的振動的減少:小直(zhí)徑工件的減速機絲杆供應商間距累積誤差(chà)有一定的增加。




