
手機號碼:15258226625
傳 真:0574-88077381
公司地址:浙(zhè)江省寧波市鄞州區薑山鎮陳(chén)家團
公司網址:www.cbapg.com
郵箱地址:171455916@qq .com

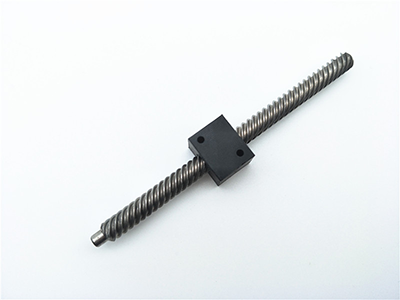
蕪湖左右牙絲杆價格多頭蝸杆切削加工在機械製造領域中(zhōng)占有十分(fèn)重要的位置。在(zài)車床上削除(chú)多頭(tóu)蝸杆是(shì)目前常用的加工方法之一。蝸杆(gǎn)的齒形與梯形螺釘非常相似,雖然齒(chǐ)形(xíng)較大(dà),但(dàn)蝸杆的齒深較(jiào)深。切割麵積大,切割時難以把握;多(duō)頭(tóu)蝸杆各螺旋(xuán)線的區分也比較困難。誤差越大,汽車多頭螺釘的螺距越不同,螺釘的使用壽命就越短。左右牙絲杆價格多頭蝸杆分為軸(zhóu)向直郭蝸杆(gǎn)和法向直郭(guō)蝸杆2種(zhǒng),前者的齒形在軸向平麵內呈直線。以法平麵內為(wéi)曲線的後者(zhě)的齒形與前者正相反,多頭蝸杆有(yǒu)特殊的技術要(yào)求。加工過(guò)程(chéng)中必須限製蝸杆(gǎn)軸的螺距偏差。軸向累積(jī)誤差蝸輪齒(chǐ)形誤差應在公差內,否(fǒu)則將影響蝸輪副的傳動(dòng)精度。蝸杆螺釘影響粗糙工作表麵的耐磨性和使用壽命。

套絲是用板牙在棒(bàng)料(或(huò)管料)工件左右牙絲杆價(jià)格上切出外羅紋。攻絲或套絲的加工精(jīng)度取決於絲錐(zhuī)或板牙的精(jīng)度。加工(gōng)內(nèi)、外羅紋的(de)方式雖(suī)然良多,但小直徑的內羅紋隻能依(yī)托絲(sī)錐加工(gōng)。攻絲和套絲可用手工操縱,也可用車床(chuáng)、鑽床、攻絲機和套絲機6)羅紋滾(gǔn)壓用成形滾壓模具使工件發生塑性變形以取得螺紋的加工方式。螺紋滾壓普通在滾(gǔn)絲(sī)機。搓絲機蕪湖左右牙絲杆價格或(huò)在附裝主動開(kāi)合羅紋滾壓頭的主(zhǔ)動車床長進行,合用於多量量出產尺度緊固件和(hé)別的螺紋(wén)連接件的外羅紋。滾壓羅紋的外徑普通不跨越25毫米,長度不(bú)大於10毫米,羅紋(wén)精度可達2級(GB197-63),一切坯件的直徑大抵與被加工羅紋的(de)中徑相稱。。
2)螺絲刀規格(gé)車螺絲刀外圓,隻需左右牙絲杆價格必要的長度來畫螺絲的終端(duān)線。把螺絲的外形線拉到尺寸上。使用工具前端,在工件片的螺釘末端畫一條小的可視線(xiàn)。將其作為汽車螺絲的重置(zhì)記號3)根據工件的齒距,調查機床上的標識,然後調整箱子的方向盤(pán)位置和更換用齒輪的齒輪,獲得必要的工件的齒距4)確定主軸旋轉速度。初(chū)學者應該把車床的主軸轉速調整到(dào)最低速度。(2)車螺絲的方法和步驟1)確定車螺絲切削深度的開始位置,將中(zhōng)滑板的刻度調整為0位,運轉,使刀尖輕輕(qīng)接觸工件的(de)表麵,然後(hòu)將中滑(huá)板(bǎn)的刻度迅速調精密左右牙(yá)絲杆價格整到0位(wèi),可以簡單地輸入數量。2)試(shì)著切掉(diào)第1條螺旋來調查音調。把馬鞍從(cóng)工件的一端搖(yáo)到8到10個牙齒處,橫進0.05左右。駕駛(shǐ)汽車,合(hé)上離合器螺母,在工(gōng)件表(biǎo)麵排出螺旋,在螺絲結束時退出刀(dāo)具,駕(jià)駛(shǐ)反(fǎn)推車並將其拖到(dào)工件的(de)右端。停車,用螺絲釘檢查螺距對不對。如圖4a所示。

滑杆驅(qū)動是直線運動驅動方法中的方(fāng)法(fǎ),與其他類型的機械驅動線性運動(dòng)方案相比,滑杆驅動是方法(fǎ)。1,精密左右牙絲杆價格體積大,有噪音和昂貴的油壓,與氣動(dòng)驅動係統相比,長精絲杆(gǎn)結構緊湊,噪音和成本低,在室外非(fēi)常高,可以(yǐ)在低溫中正常工作。不需要泵,管,水壓油或空(kōng)氣,也不(bú)需要水壓油或其他物(wù)質(zhì)泄漏造成環(huán)境汙染,從而消除對火(huǒ),安全或健康的物質。2,蕪湖(hú)精密左右牙絲杆價格同步皮帶,鋼絲繩和鏈條機械驅動的成本也(yě)很低,但直線運動的精密,反複定位精度,使用壽命及安全性都不如鋼絲繩驅動。磨損和拉伸不會導致定位不正(zhèng)確,僅適(shì)用於低(dī)負載操作(zuò)。

我這兒常說的工裝(zhuāng)夾具,並蕪湖左右牙絲杆非(fēi)生產製造非常繁雜的那類(lèi),它僅僅一個含有張口的(de)筒(tǒng)夾。別看它僅僅一個(gè)簡(jiǎn)易筒夾,它(tā)卻處理夾裝中就可(kě)以夾持又不擠傷鋼件(jiàn),即能(néng)確保精密度又(yòu)不容易撅活的以(yǐ)分歧,而且它的製做又非(fēi)常(cháng)簡單,既經濟發展又好用。其做法是,隨意找一切一種原材料(生產加工剩下的料頭就可以),按鋼件夾裝處(chù)的規格製做例(lì):鋼件左右牙(yá)絲杆價格樓梯內孔規格Φ30,筒夾的內孔規格可(kě)車至中40,長短(duǎn)可依據被類處台階(jiē)尺寸長度而定,並(bìng)留出一個樓梯,做夾裝時靠在車床卡(kǎ)盤的精準定位的用處,鑽一個φ28的埋孔,(內螺紋留2m容量)



杆")
